Corrosion under insulation is one of the major challenges faced today by the process industries and it costs huge to the industry.
Corrosion under insulation (CUI) is a type of corrosion that occurs because of moisture buildup on the insulated equipment’s external surface. The buildup can be caused by one of multiple factors mentioned below. The corrosion itself is most commonly chloride, galvanic, alkaline or acidic corrosion. The results of CUI can result into the shutdown of a process unit or an entire facility, if undetected. Also, in rare cases it may result into a process safety incident.
CUI is one of the most tough corrosion processes to prevent. No matter what precautions are taken, water seeps into the insulation every time and thus leads to process leakage.
Temperatures Leading to Corrosion Under Insulation
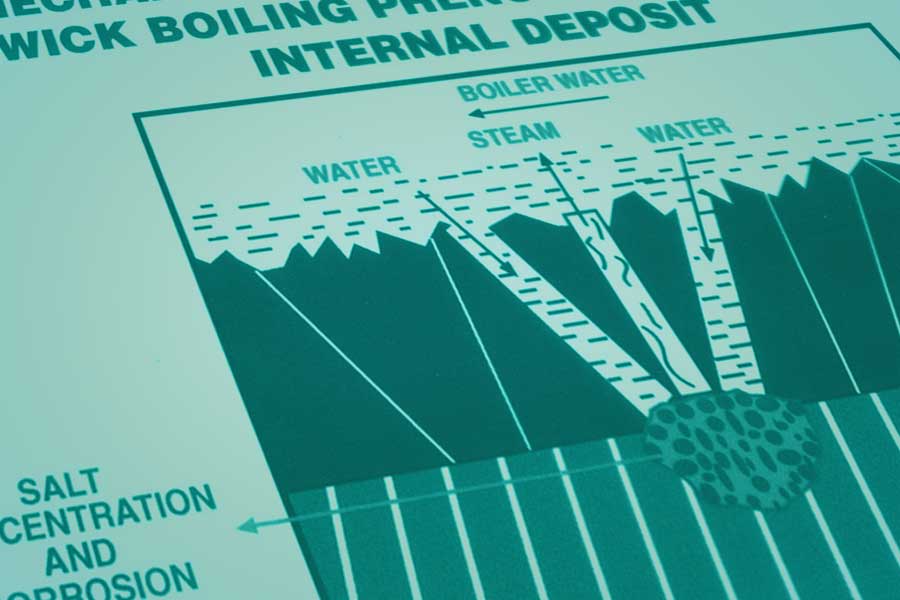
It is believed that low-alloy steels and carbon operating between –4ºC (25ºF) and 149ºC (300ºF) are at danger from CUI, but aggressive CUI has also been noticed in the 149ºC+ (300ºF+) range. From that outlook, preventing CUI is a matter of ensuring that there’s no water in insulation systems below approximately 177ºC (350ºF) and the intermittent boiling and flashing that occurs above a metal temperature of 100ºC (212ºF) produces a fairly aggressive CUI environment.
Environmental Conditions Leading to Corrosion Under Insulation
Foreseeing CUI rates is difficult—they can be highly localized or somewhat general in nature. Listed below are some of the environmental conditions that lead to higher CUI rates:
- Hot or humid environments
- Marine environments
- Steam tracing leaks
- Climates with higher rainfall
- Contaminants from the insulation or the atmosphere (such as chlorides and sulfides) dissolving in water
- Systems that operate below typical atmospheric dew point
- Intermittent wet-dry conditions
- Insulation systems that don’t allow moisture drainage
- •Insulating materials that hold moisture
Preventing Corrosion Under Insulation
Keeping water and electrolytes away from coming into contact with the unprotected metal surface is the most adequate way of preventing CUI. However, it’s nearly impossible to assure that the coating or insulation will not be breached.
Weather barriers and effective protective coatings can minimize the potential for CUI, but effective maintenance practices will also prevent corrosion damage before becoming a severe problem. But remember that maintenance isn’t an effective solution alone. It requires a well thought out inspection strategy; none of the mitigation practices above ensure the complete prevention of CUI.
Various Inspection Methodologies for Corrosion Under Insulation
Determining the presence of Corrosion under insulation without removing the insulation is possible with very few inspection methods. All the Inspection Methodologies are generally having certain Limitations to detect the CUI and mostly are screening tools
Non-destructive testing if Corrosion is Undetected in Visual Inspection:
Pulsed Eddycurrent Testing: This testing can be used to detect CUI and can carry out inspection over GI, SS, Al cladding. The thickness of the Insulation can be upto 300mm and the Metal Thickness can be upto 100 mm. Further Advancements have been made in this system such as Pulsed Eddycurrent Array, which is very fast in screening the Piping. Generally the limitation of this technique is on accuracy of the reading which can have a variation of 10% but the most important benefit is it can be performed during the running condition of the piping.
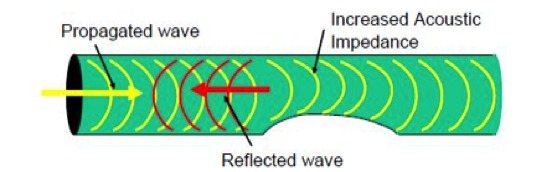
Long Range Ultrasonic Testing: This Testing can be done from 2” Pipe Diameter. It requires a certain portion of Insulation to be removed for the collar to attach to the Pipeline. The ultrasonic Waves can detect Corrosion in the piping from length of 5 meters from the collar to may be 200 meters which depends on factors like coating, corrosion, buried etc.. This system can detect corrosion above 3% of the cross sectional area.
Computed Radiography: This Testing can be performed on the bends of the Piping to check for corrosion, erosion on the Bends. This is an accurate system but takes a lot of time for testing of each Bend due to the use of Radiography. Also with larger diameters Pipes would require Cobalt source thus making use of this technique in running plant not possible for larger diameters.
Infrared Thermography: It is of great help to find moisture under insulation, which may help find CUI. False calls—wet insulation, no CUI; dry insulation that’s very wet, CUI.
About IRC Engineering Pvt. Ltd.
IRC is one of the fastest growing Testing and Inspection company in India. We at IRC provide Non-Destructive Testing, Destructive Testing, Advanced NDT, Third Party Inspection, Condenser Testing, Electrical Testing, Residual Life Assessment of Power Plant, O&M Services, Fitness For Service, Civil Testing and Training services.
read more















Recent Comments